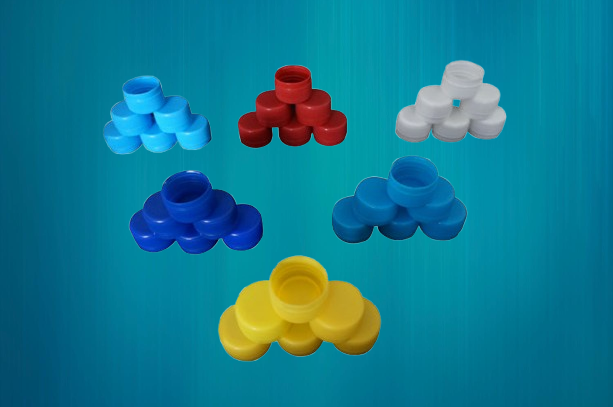
pco1881 cap supplier
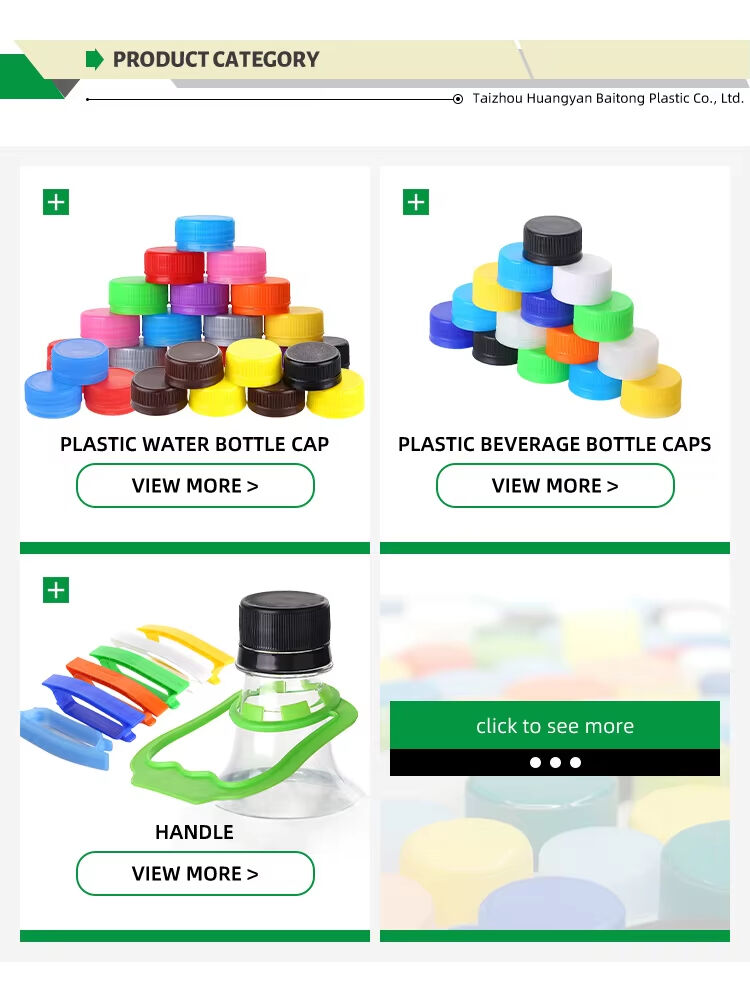
A pco1881 cap supplier specializes in manufacturing and distributing high-quality closures designed to fit PCO 1881 neck finish bottles, which are widely used in the beverage industry. These caps are engineered to provide secure sealing solutions for carbonated soft drinks, water, juices, and other liquid products. The primary function of a pco1881 cap supplier is to deliver reliable closure systems that maintain product freshness, prevent leakage, and ensure consumer safety. The technological features of these caps include precision threading that matches the standardized PCO 1881 neck finish, tamper-evident bands that provide visible proof of first opening, and advanced liner systems that create airtight seals. Many pco1881 cap supplier options offer caps with different liner materials such as foam, pulp, or specialized compounds designed for specific product compatibility. The caps are typically manufactured using food-grade plastics like polypropylene or HDPE through injection molding processes. Applications span across multiple beverage sectors including carbonated beverages, still drinks, dairy products, and nutritional supplements. A professional pco1881 cap supplier ensures consistent quality through rigorous testing protocols that verify torque requirements, seal integrity, and dimensional accuracy. These suppliers often provide customization options including color matching, printing, embossing, and logo integration to support brand identity. Working with an experienced pco1881 cap supplier guarantees access to closures that meet international food safety standards and regulatory requirements while supporting efficient production line integration and reliable performance throughout product shelf life.