Introduction
In the rapidly evolving beverage packaging industry, securing liquid contents while maintaining product integrity has become paramount for manufacturers and distributors worldwide. The 45mm Plastic Pilfer-Proof Lids for Mineral Water Bottle Screw Cap for 4.5L-8L Packaging Industrial Usage represents a sophisticated solution designed to meet the demanding requirements of large-volume water packaging applications. These specialized closure systems combine advanced tamper-evident technology with reliable sealing performance, ensuring that bulk water containers maintain their quality from production facility to end consumer.
Modern industrial water packaging demands closure solutions that can withstand the rigors of commercial distribution while providing clear evidence of any tampering attempts. This innovative cap design addresses these critical requirements through its engineered pilfer-proof mechanism, which creates an irreversible indicator when the seal is first broken. The robust construction and precise threading ensure optimal compatibility with standard bottle neck configurations commonly used in large-format mineral water packaging operations.
Product Overview
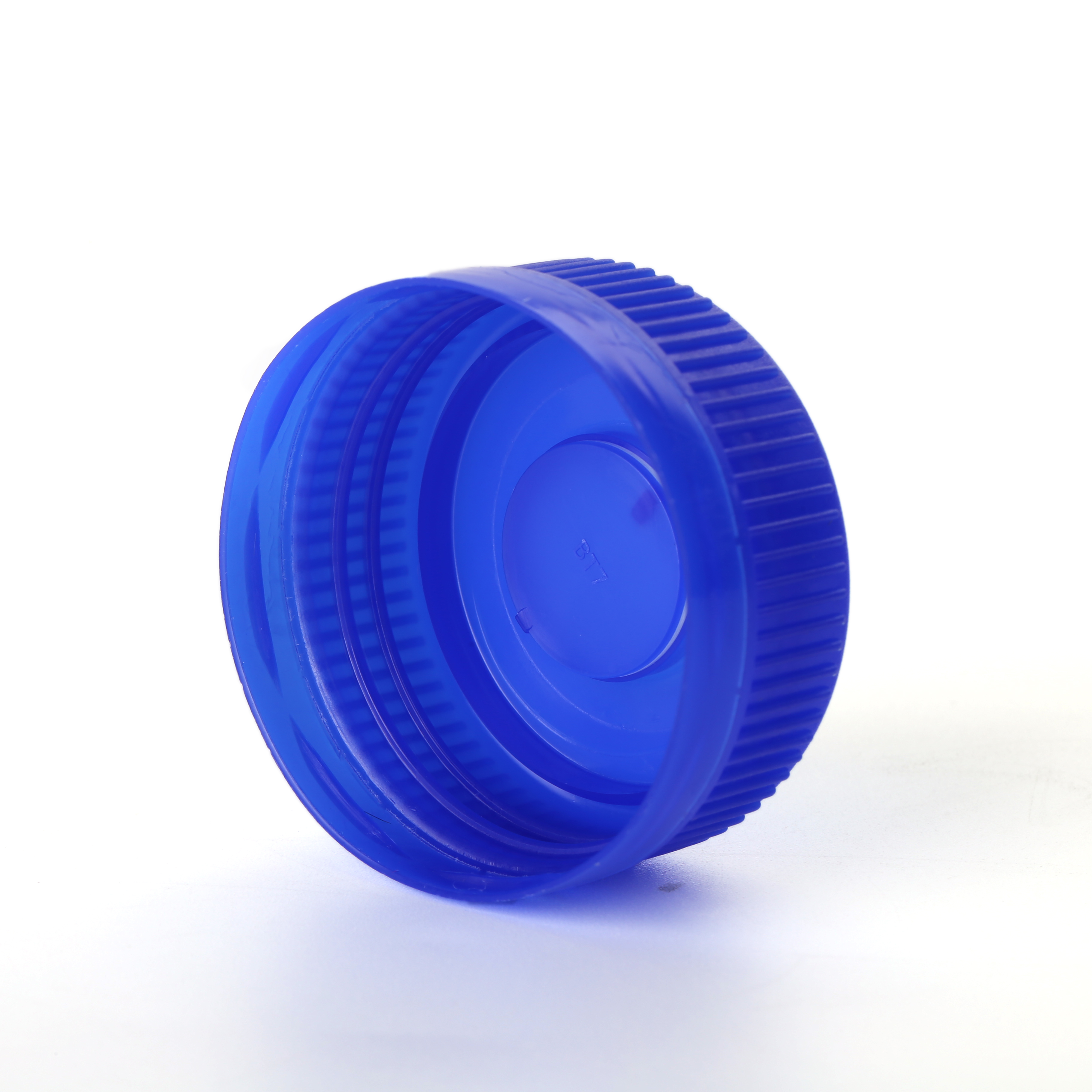
The 45mm Plastic Pilfer-Proof Lids for Mineral Water Bottle Screw Cap for 4.5L-8L Packaging Industrial Usage features a sophisticated multi-component design that incorporates both functional sealing elements and visible tamper-evidence features. The cap construction utilizes high-grade plastic materials specifically selected for their chemical resistance, mechanical strength, and food-grade safety compliance. This ensures compatibility with various water treatment processes and storage conditions typical in commercial mineral water operations.
Each closure incorporates an integrated pilfer-proof band that remains permanently attached to the bottle neck upon initial opening, creating an unmistakable visual indicator of prior access. The threaded design provides secure engagement with bottle necks, while internal sealing elements create an airtight barrier that preserves water quality and prevents contamination during storage and transportation. The cap's exterior surface can accommodate various finishing options and branding requirements, making it suitable for both private label and branded water packaging applications.
Features & Benefits
Advanced Tamper-Evidence Technology
The pilfer-proof mechanism integrated into these caps provides immediate visual confirmation of any unauthorized access attempts. Once the initial seal is broken, the tamper-evident band separates cleanly and remains attached to the bottle neck, creating a permanent indicator that cannot be reversed or disguised. This feature is particularly valuable for commercial water distributors who need to ensure product integrity throughout complex supply chains involving multiple handling points and storage facilities.
Superior Sealing Performance
Multiple sealing zones within the cap design create redundant barriers against contamination and leakage. The primary seal engages directly with the bottle neck threading, while secondary sealing elements provide additional protection against moisture ingress and atmospheric contamination. This multi-layer approach ensures that large-volume water containers maintain their quality even during extended storage periods or challenging transportation conditions.
Durability and Reliability
Engineered from impact-resistant plastic compounds, these caps withstand the mechanical stresses associated with automated filling operations, pallet stacking, and freight handling. The material selection prioritizes long-term stability under various environmental conditions, ensuring consistent performance regardless of storage temperature fluctuations or humidity variations commonly encountered in warehouse and distribution environments.
Applications & Use Cases
Large-format mineral water packaging represents the primary application domain for these specialized closure systems. Commercial water bottling facilities utilize these caps for bulk container lines serving institutional customers, office building water services, and retail distribution networks. The tamper-evident features make them particularly suitable for applications where product security and consumer confidence are critical factors in purchasing decisions.
Industrial water packaging operations benefit significantly from the reliable sealing performance and handling durability of these caps. Distribution centers, logistics providers, and retail chains require closure solutions that maintain integrity throughout complex supply chain processes involving multiple transfer points and storage facilities. The visual tamper-evidence provides immediate verification capabilities for quality control inspections and customer acceptance procedures.
Private label water producers and contract packaging services find these caps ideal for serving diverse client requirements while maintaining consistent quality standards. The customization capabilities allow brand differentiation while the standardized neck compatibility ensures efficient production line integration across multiple product lines and customer specifications.
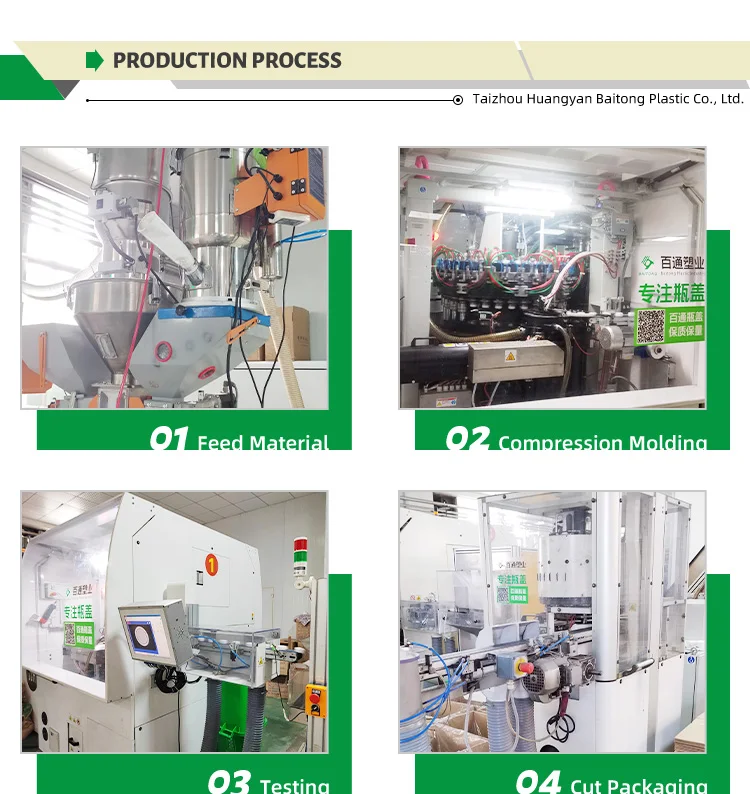
Quality Control & Compliance
Manufacturing processes for these 45mm Plastic Pilfer-Proof Lids for Mineral Water Bottle Screw Cap for 4.5L-8L Packaging Industrial Usage incorporate comprehensive quality management systems designed to ensure consistent performance and regulatory compliance. Raw material specifications require food-grade certification and chemical compatibility verification to prevent any interaction with water contents or packaging materials. Each production batch undergoes rigorous testing protocols covering dimensional accuracy, sealing integrity, and tamper-evidence functionality.
International food safety standards guide material selection and manufacturing processes, ensuring global market acceptability and regulatory compliance across diverse jurisdictional requirements. Quality assurance procedures include statistical process control monitoring, batch traceability systems, and comprehensive documentation protocols that support customer quality requirements and audit procedures.
Environmental considerations are integrated throughout the design and manufacturing process, with material selections prioritizing recyclability and sustainable production practices. The cap design facilitates efficient separation during recycling operations, supporting circular economy initiatives and environmental responsibility goals increasingly important to commercial water packaging operations.
Customization & Branding Options
Extensive customization capabilities enable these caps to serve diverse branding and functional requirements across multiple market segments. Surface finishing options include various color specifications, texture treatments, and printing preparation for direct decoration applications. The cap design accommodates both embossed and printed branding elements, allowing manufacturers to create distinctive product presentations that support brand recognition and market differentiation strategies.
Custom packaging manufacturer partnerships enable specialized modifications to meet unique customer requirements while maintaining the core pilfer-proof functionality and sealing performance characteristics. These collaborations can address specific threading requirements, dimensional variations, or specialized sealing element configurations needed for particular bottle designs or filling process requirements.
OEM packaging solutions development capabilities support private label producers and contract packagers who require tailored closure specifications for specific customer applications. The flexibility of the manufacturing process allows for efficient production of customized variants while maintaining the quality standards and performance characteristics essential for commercial water packaging operations.
Packaging & Logistics Support
Comprehensive packaging solutions for these caps address the operational requirements of high-volume water bottling facilities and automated production lines. Bulk packaging configurations optimize storage efficiency and handling convenience while protecting cap integrity during transportation and warehouse operations. Standardized packaging formats facilitate inventory management and production scheduling for customers operating multiple bottling lines or seasonal production variations.
Logistics coordination services support global distribution requirements, with packaging specifications designed to optimize container loading efficiency and minimize transportation costs. The compact packaging design maximizes shipping density while ensuring adequate protection against handling damage during international freight operations. Documentation support includes comprehensive product specifications, compliance certifications, and technical data sheets required for international trade and customs processing.
Just-in-time delivery capabilities help customers minimize inventory carrying costs while ensuring consistent supply availability for production scheduling requirements. Flexible order quantities and delivery scheduling accommodate both large-scale industrial operations and smaller specialized packaging facilities with varying demand patterns and storage constraints.
Why Choose Us
Our organization brings extensive experience in developing and manufacturing specialized closure solutions for the global beverage packaging industry. Long-standing relationships with international water bottling operations and packaging equipment manufacturers provide deep insights into operational requirements and performance expectations that guide continuous product development initiatives. This collaborative approach ensures that our closure solutions evolve with changing market demands and technological innovations in packaging automation.
As a recognized metal packaging supplier and custom packaging manufacturer, we maintain comprehensive technical capabilities that extend beyond individual product lines to encompass complete packaging system solutions. Our engineering teams work closely with customers to optimize closure performance within specific production environments, addressing unique challenges related to filling processes, quality control requirements, and supply chain logistics.
Global market presence and established distribution networks enable reliable supply chain support for customers operating across multiple geographic regions. Our quality management systems and manufacturing capabilities meet international standards required for food-grade packaging applications, ensuring consistent product quality regardless of production location or market destination. Technical support services provide ongoing assistance with implementation, troubleshooting, and performance optimization to maximize operational efficiency and product quality outcomes.
Conclusion
The 45mm Plastic Pilfer-Proof Lids for Mineral Water Bottle Screw Cap for 4.5L-8L Packaging Industrial Usage represents a sophisticated solution for commercial water packaging operations requiring reliable tamper-evidence and superior sealing performance. The integration of advanced pilfer-proof technology with robust construction materials creates a closure system that addresses the demanding requirements of large-volume water distribution while supporting brand differentiation and consumer confidence initiatives. Through comprehensive customization capabilities, quality assurance protocols, and global logistics support, these caps provide packaging professionals with the tools needed to succeed in competitive international markets while maintaining the highest standards of product integrity and operational efficiency.


Product Name |
Water Bottle Cap |
Material |
PE |
Customized |
Logo And Color |
Brand Name |
BAITONG |
 |
 |
 |
 |
 |
 |
 |
 |