pco1881 bottle cap
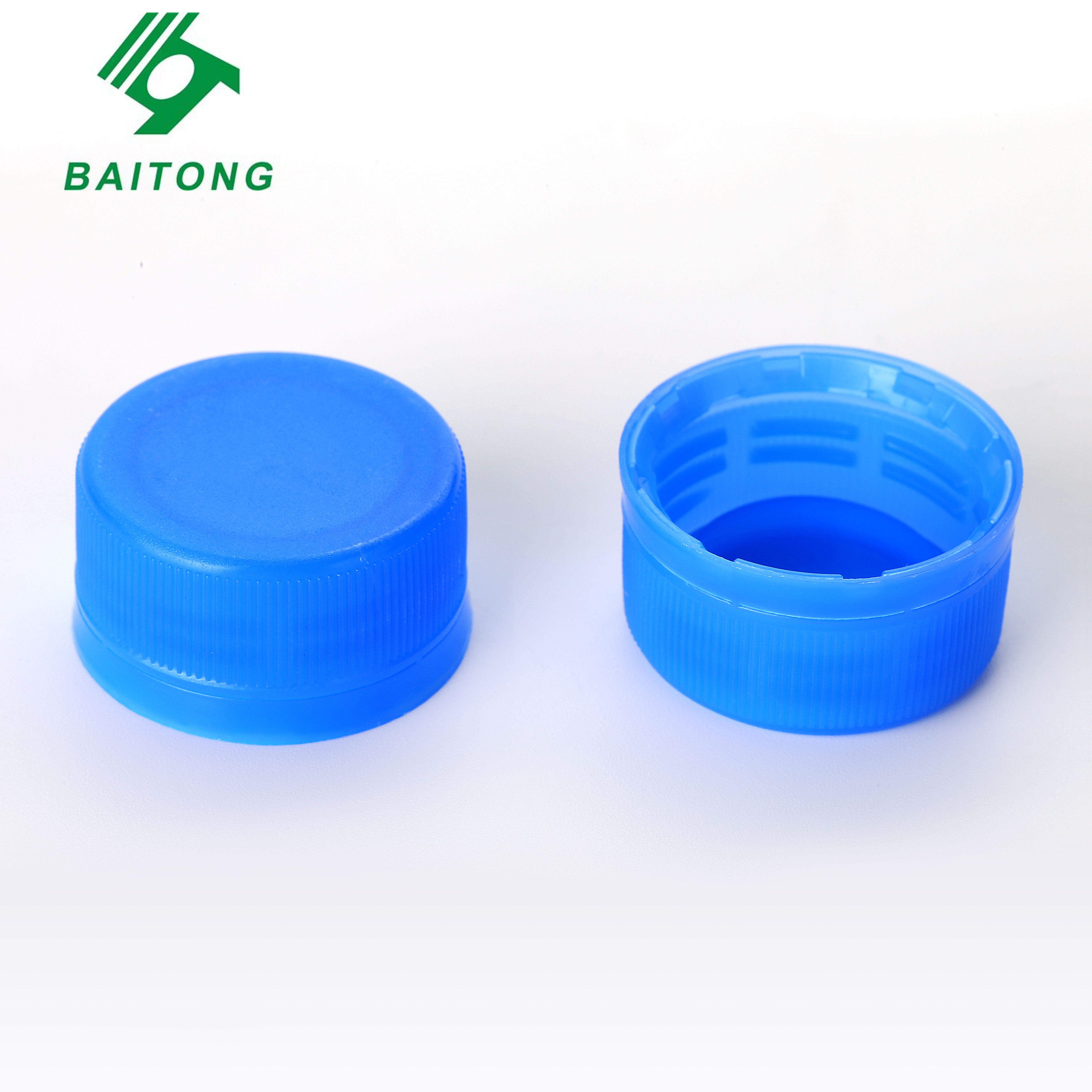
The pco1881 bottle cap represents a globally standardized closure solution engineered for beverage and liquid packaging industries. This threaded plastic cap design conforms to the PCO 1881 neck finish specification, which defines precise dimensional standards for compatibility with bottles featuring matching thread configurations. The pco1881 bottle cap serves as a secure sealing mechanism that prevents product leakage, maintains freshness, and protects contents from external contamination throughout storage and distribution. Its main functions include providing airtight closure, enabling convenient opening and reclosing, and ensuring tamper-evidence through integrated safety features. Technologically, the pco1881 bottle cap incorporates advanced molding precision that guarantees consistent thread alignment, optimal torque application, and reliable sealing performance. The standardized 1881 specification ensures universal compatibility across manufacturing lines, allowing beverage producers to source caps and bottles from different suppliers without compatibility concerns. Applications span carbonated soft drinks, still water, juice beverages, dairy products, edible oils, and various liquid consumer goods. The pco1881 bottle cap accommodates different liner materials including foam, pulp, and induction seal options to suit specific product requirements. Its widespread adoption reflects industry preference for proven reliability, cost-effectiveness, and supply chain flexibility. Manufacturing facilities worldwide produce pco1881 bottle cap variants in multiple colors, sizes, and functional configurations, supporting diverse brand identities and product specifications while maintaining the core dimensional standards that define this essential packaging component.